


Kontroler centrum obróbczego 2, 3, 4 i 5 osi serii 1000 z funkcją RTCP
Cechy produktu
1. Przyjęcie międzynarodowego standardu kodu G
2. Całkowicie otwarte informacje PLC, makro i alarmy
3. Prosty HMI (interfejs człowiek-maszyna), okno dialogowe
4. Wszystkie parametry są wyświetlane i monitowane w języku angielskim
5. Informacje o alarmach i błędach w formie słownej zamiast parametru bitowego
6. Funkcja interpolacji sprzężenia 5 osi i więcej, funkcja RTCP, funkcja DNC
7. Wsparcie typu parasolowego ATC, mechanicznego typu ręcznego ATC, liniowego typu ATC, serwo typu ATC, specjalnego typu ATC
8. Obsługa wieżyczki liczącej, wieżyczki enkodera i wieżyczki serwo
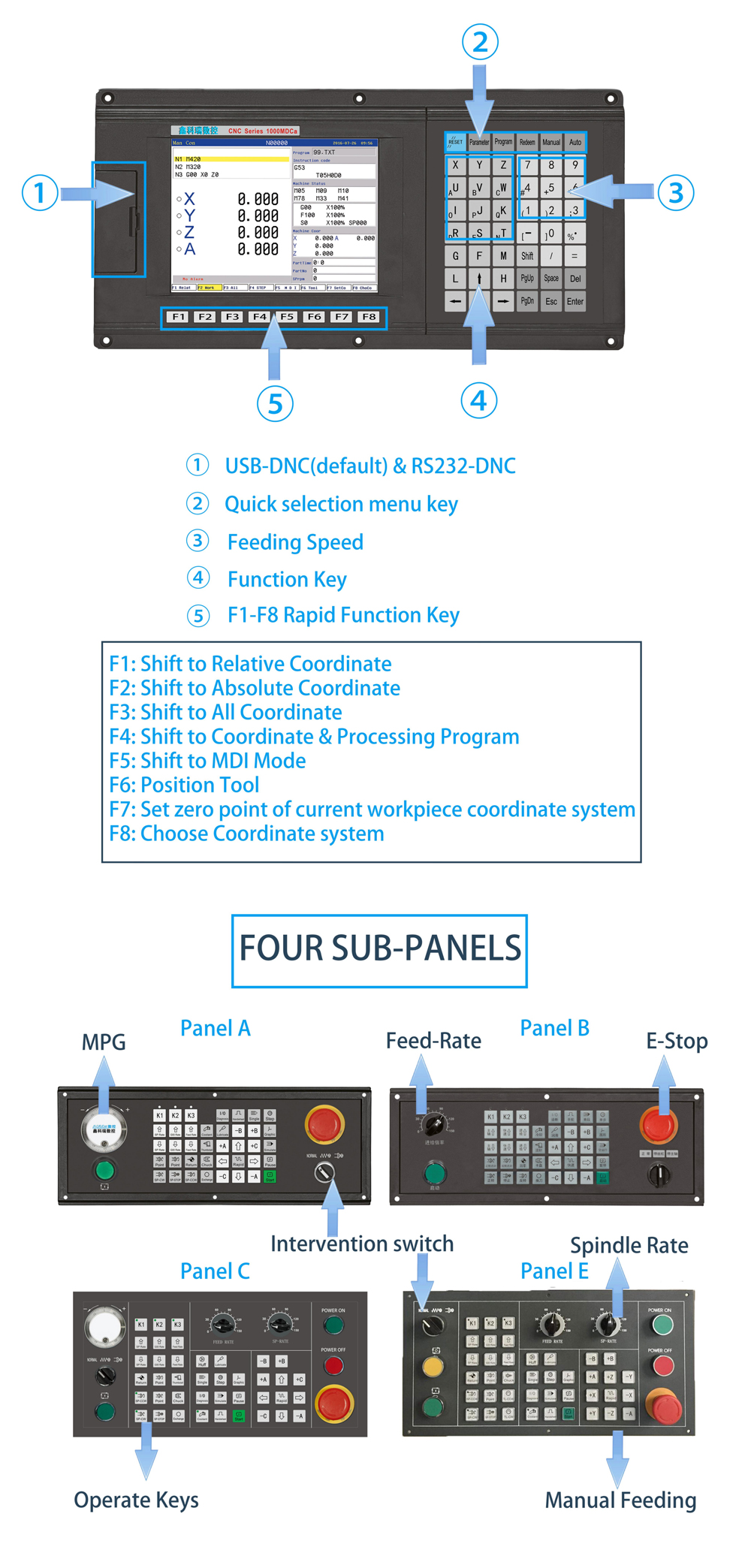
9. Seria 1000 i seria 1500 mają 4 modele podpaneli; możesz wybrać w zależności od potrzeb.
10. Kontroler CNC firmy NEWKer obsługuje również zastosowanie różnych maszyn specjalnych, takich jak szlifierki, strugarki, wytaczarki, wiertarki, kuźnie, frezarki do kół zębatych itp. Kontroler może być również rozwijany wtórnie. Obsługuje spersonalizowaną personalizację i projektowanie.
Szczegóły parametrów
| Funkcja systemu | Kod G pokazuje | ||
| Liczba osi sterujących | 3~8(X, Y, Z, A, B, C, Xs, Ys) | Zlokalizuj szybko: | G00 |
| Najmniejsze programowanie: | 0,001 mm | Interpolacja liniowa | G01 |
| Najbardziej programujące: | ±99999,999 mm | Interpolacja łukowa: | G02/03 |
| Najwyższa prędkość: | 60m/min | Cięcie gwintu: | G32 |
| Prędkość posuwu: | 0,001~30 m/min | Cykl cięcia cylindra lub stożka: | G90 |
| Instrukcja ciągła: | jedna oś lub wiele osi jednocześnie | Cykl cięcia powierzchni czołowej: | G94 |
| Interpolacja liniowa: | Interpolacja linii prostej, łuku, gwintu śrubowego | cykl cięcia gwintu | G92 |
| Kompensacja frezu: | Długość kompensacji, promień wierzchołka narzędzia kompensacyjnego | Stały cykl stukania | G93 |
| Wejście kompensacji obcinaka: | Spróbuj wyłączyć tryb wprowadzania pomiaru | Cykl cięcia wstępnego w okręgu | G71 |
| Funkcja wrzeciona: | przekładnia, podwójna kontrola analogowa, sztywne gwintowanie | Cykl obróbki zgrubnej na powierzchni czołowej: | G72 |
| Funkcja pokrętła: | panel, przenośny | Cykl cięcia zamkniętego | G73 |
| przetwarzanie koła ręcznego: | Funkcja przetwarzania koła ręcznego | Cykl wiercenia głębokiego otworu na powierzchni czołowej | G74 |
| Ochrona ekranu: | Funkcja ochrony ekranu | Cykl cięcia rowka o średnicy zewnętrznej | G75 |
| Funkcja podpórki pod narzędzia: | Podpórka narzędzia rzędowego, nóż elektryczny również po 99 | Cykl cięcia gwintu złożonego | G76 |
| Funkcja komunikacyjna: | Interfejs RS232 i USB | Cykl programu | G22,G800 |
| Funkcja kompensacyjna: | Kompensacja narzędzia, Kompensacja przestrzeni, Kompensacja skoku śruby, Kompensacja promienia | Lokalny układ współrzędnych: | G52 |
| Edytuj program: | Metryczne/calowe, gwinty proste, gwinty stożkowe i tak dalej | Wykryj instrukcję pominięcia | G31,G311 |
| Funkcja położenia granicznego | limit miękki, limit twardy | Współrzędna bieguna | G15,G16 |
| funkcja wątku | format metryczny i calowy, gwint prosty, gwint stożkowy itd. | Program metryczny/imperialny: | G20,G21 |
| Funkcja odczytu wstępnego: | Przeczytaj wstępnie 10 000 krótkich, prostych linii | Ustaw współrzędne, przesunięcie | G184,G185 |
| Ochrona hasłem: | Wielopoziomowa ochrona hasłem | Układ współrzędnych przedmiotu obrabianego: | G54~G59 |
| Wejście/wyjście: | Wejście/wyjście 56*24 | Promień narzędzia C | G40, G41, G42 |
| Program PLC: | Całkowicie otwarty projekt PLC | Dokładne lokalizowanie/ciągły proces ścieżki: | G60/G64 |
| Kontrola przyspieszania i zwalniania: | Linia prosta, indeks | Ciągłe cięcie liniowe: | G96/G97 |
| Liczba enkoderów: | dowolne ustawienie | Tryb karmienia: | G98,G99 |
| Program makro użytkownika: | Mieć | Powrót do punktu początkowego programu: | G26 |
| Funkcja przekładni elektrycznej: | Mieć | Wracając do punktu stałego: | G25, G61, G60 |
| Podpanel | Typ A z pokrętłem; typ B z przełącznikiem pasma; typ C z A i B, typ E | Wracając do punktu odniesienia: | G28 |
| Aplikacja: | VMC, szlifowanie, maszyna specjalna | Wstrzymać: | G04 |
| Program makro: | G65, G66, G67 | ||
| Funkcja pomocnicza: | S, M, T | ||
Zaleta funkcji
1. Prosty i przejrzysty parametr, nie wymaga szukania w instrukcji.
2. Otwarty PLC, można edytować online lub offline zależnie od potrzeb.
3. Otwórz program Macro, dostępny do elastycznego zastosowania i dalszego rozwoju.
4. Dialog z klientem, ułatwienie procesu.
5. Otwarty port OPC, dostępny do zdalnego monitorowania i sterowania.
6. Zastosowanie: tokarka CNC, centrum tokarskie CNC, szlifierka, a zwłaszcza sprzęt automatyczny
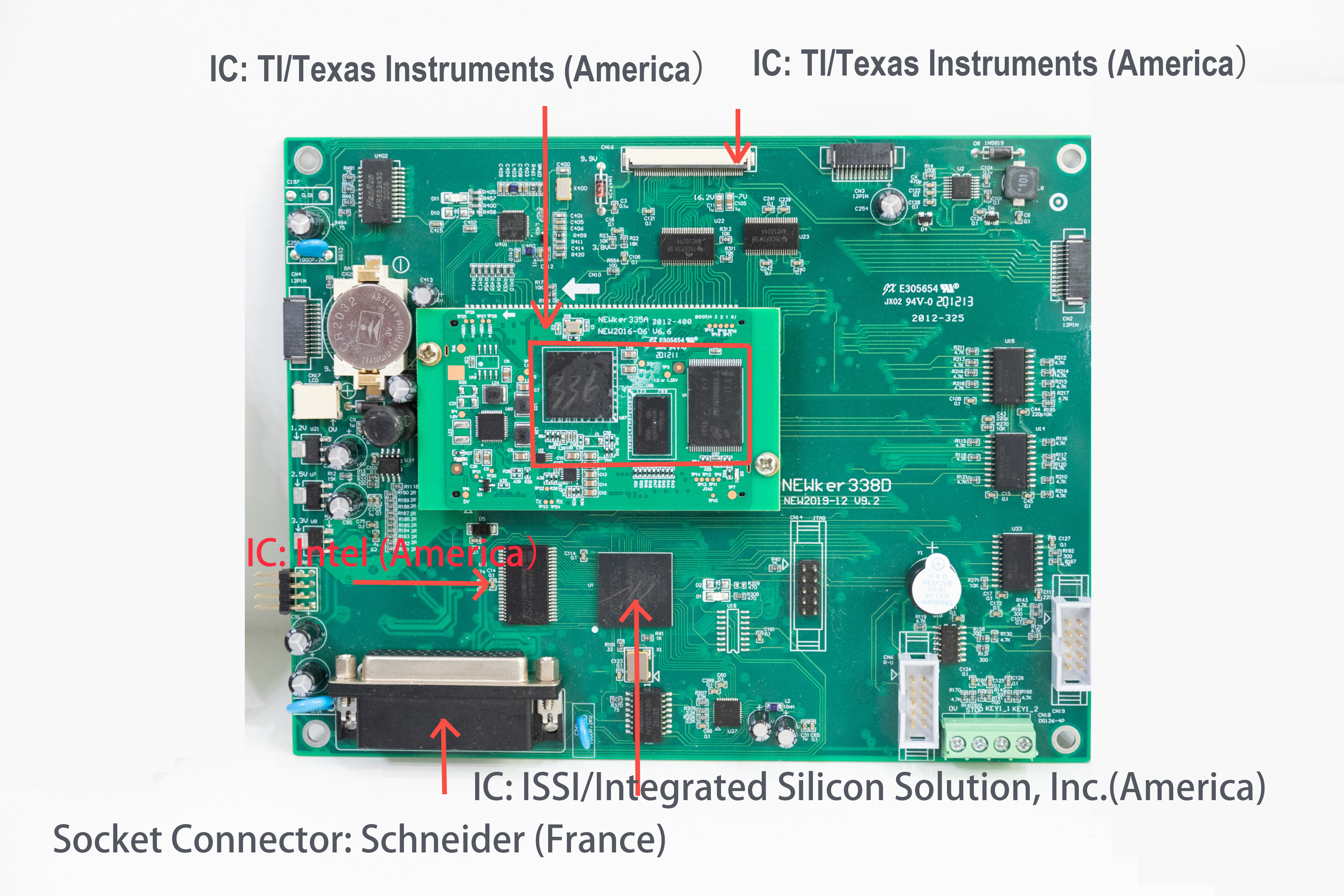
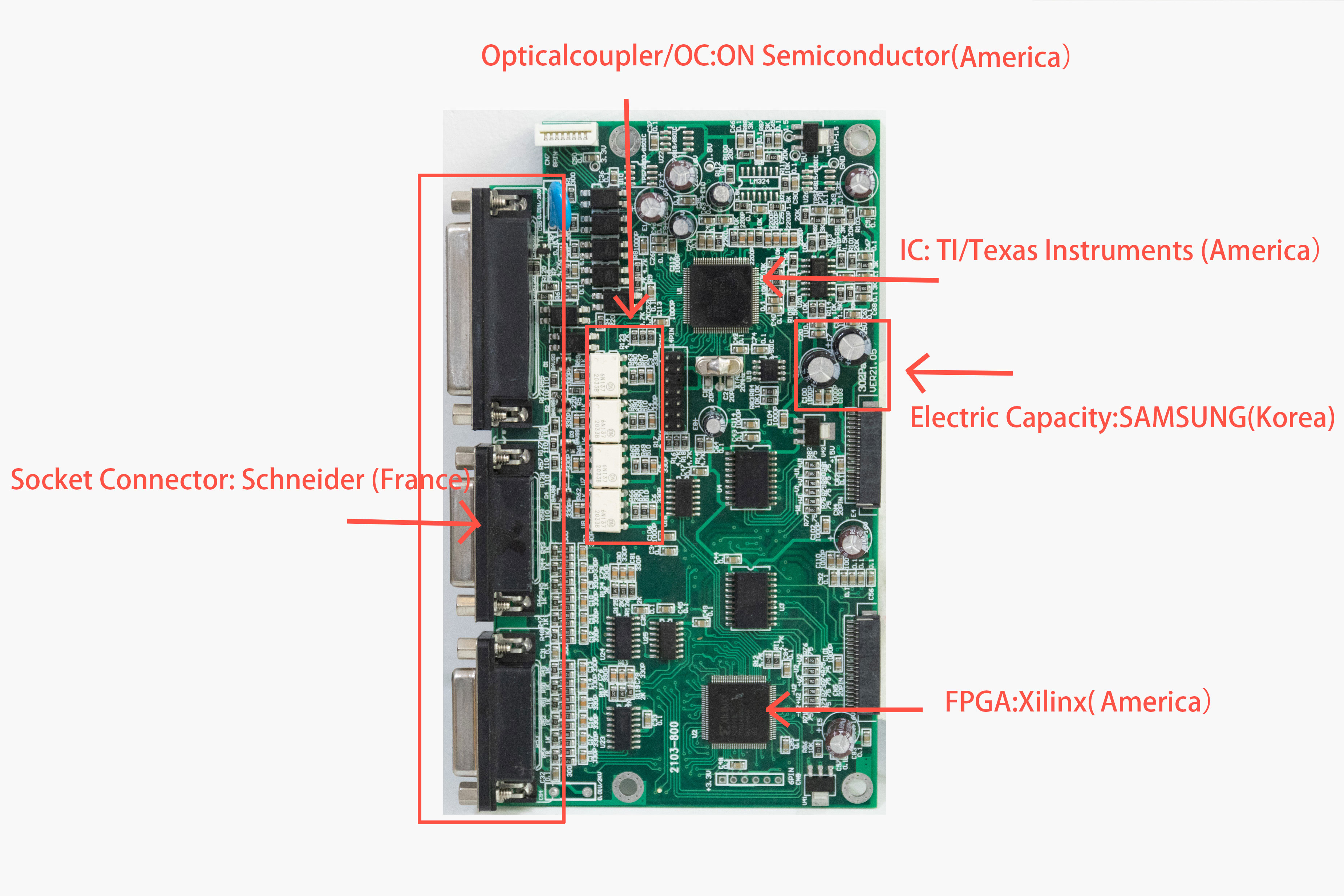
Marki komponentów wewnętrznych, których używamy, są następujące:
1