1-10 osi tokarka frezarka tokarka wiertarka kontroler 1500MD
Parametry produktu
Zastosowanie: tokarka i centrum tokarskie, wytaczarka CNC, obrabiarka CNC do drewna, frezarka CNC, wiertarka CNC, a zwłaszcza sprzęt automatyczny
Oś: 1-10 osi
Raport z badania maszyn: Dostarczono.
Funkcja: Obsługa ATC, funkcji makro i wyświetlacza PLC
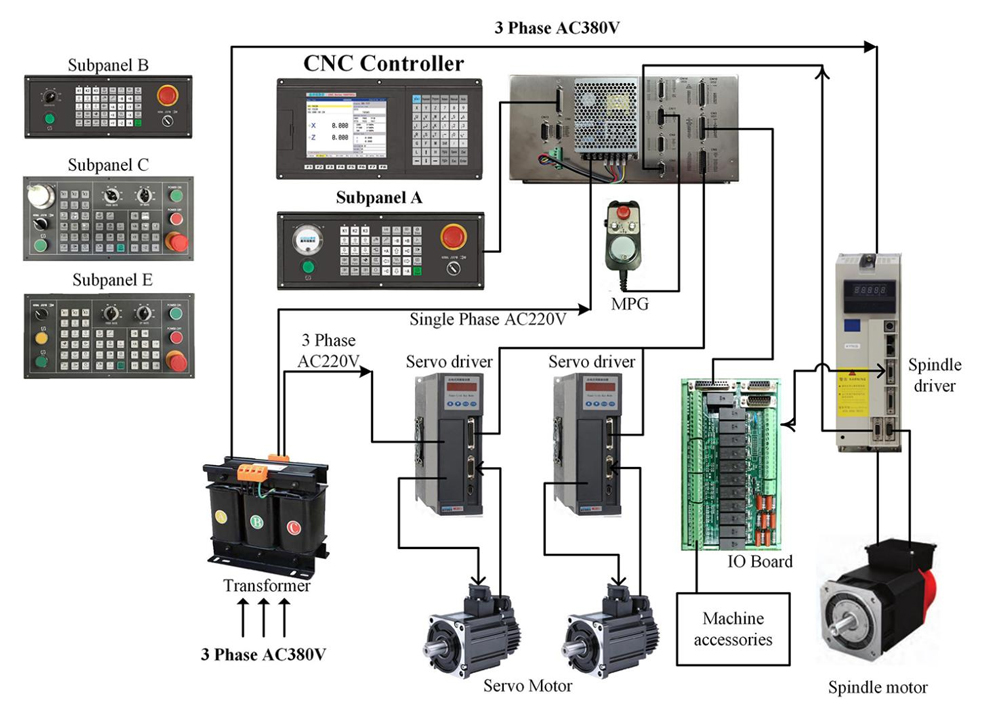
Główne komponenty: PLC, CNC, program makro, sterownik CNC.
Procesor: ARM(32 bity)+DSP+FPGA.
Port: 56 wejście 32 wyjście
Waga: 8 kg
Pojemność magazynu użytkownika: 128Mb
Interfejs: Port komunikacyjny USB+RS232.
Możliwość dostawy: 10000 zestawów miesięcznie.
Gwarancja: 2 lata
Szczegóły parametrów (pokazano kod G)
1. Zlokalizuj szybko: G00
2. Interpolacja linii prostej: G01
3. Interpolacja łukowa: G02/03
4. Cykl cylindra lub stożka tnącego: G90
5. Cykl skrawania powierzchni czołowej: G94
6. cykl nacinania gwintu: G92
7. Stały cykl gwintowania: G93
8. Cykl cięcia zgrubnego w okręgu: G71
9. Cykl obróbki zgrubnej na powierzchni czołowej: G72
10. Cykl cięcia zamkniętego: G73
11. Cykl wiercenia głębokiego otworu na powierzchni czołowej: G74
12. Cykl skrawania rowka o średnicy zewnętrznej: G75
13. Cykl cięcia gwintu złożonego: G76
14. Cykl programu: G22,G800
15. Lokalny układ współrzędnych: G52
16. Wykryj instrukcję pominięcia: G31,G311
17. Współrzędne bieguna: G15, G16
18. Program metryczny/imperialny: G20,G21
19. Ustaw współrzędne, przesunięcie: G184,G185
20. Układ współrzędnych przedmiotu obrabianego: G54~G59
21. Promień narzędzia C: G40, G41, G42
22. Dokładne lokalizowanie/ciągły proces ścieżki: G60/G64
23. Tryb podawania: G98,G99
24. Powrót do punktu początkowego programu: G26
25. Powrót do punktu stałego: G25, G61, G60
26. Powrót do punktu odniesienia: G28
27. Zawieszenie: G04
28. Program makro: G65, G66, G67
29. Funkcja pomocnicza: S, M, T
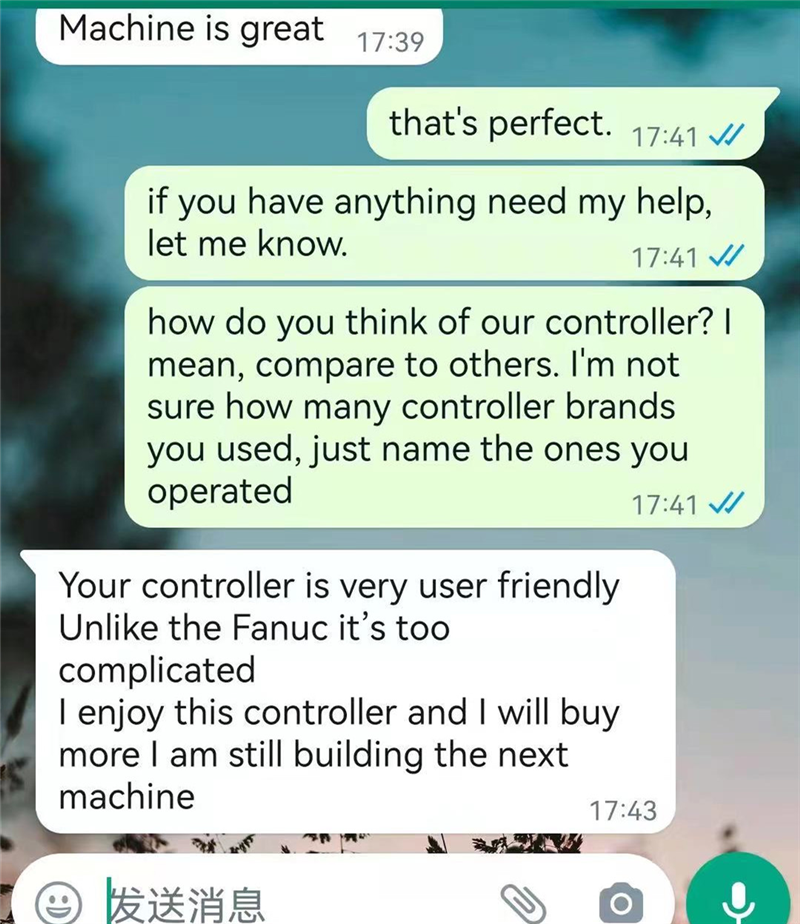
Pochwały klientów

Przypadek klienta